感(gǎn)應(yīng)加熱表麵淬火基本原理及應用
2020-09-21 00:00:00
來源:
點擊:2945
喜歡:0
|
 感應加熱表麵淬火的應用(yòng)及基本原理分析。 感應加熱表麵淬火的應用(yòng)及基本原理分析。
一、應用:
承受扭轉、彎曲等交變負荷作用的(de)工件,要求表麵層承受比心部更高的應力或耐磨性,需對工件表(biǎo)麵提出強(qiáng)化要求,適於含碳量We=0.40~0.50%鋼材。
二、工藝方法
快速加熱(rè)與立即(jí)淬火冷卻相結合(hé)。
通過快速加熱使待加工鋼件表麵達到淬火溫度(dù),不等熱量傳到中心即迅速冷卻,僅(jǐn)使表層淬(cuì)硬為馬氏體,中(zhōng)心仍為未淬火的原來塑性、韌性較好的(de)退火(或正火及調質)組(zǔ)織。
三、主要方法:
感應加熱表麵(miàn)淬火(高(gāo)頻、中(zhōng)頻、工頻),火焰加熱表麵淬火,電接觸加熱表麵淬火,電解液加(jiā)熱表麵淬火,激光加熱表麵淬(cuì)火,電子束加熱表麵淬火。
四、感應加熱表麵(miàn)淬火
(一(yī))基本原理:
將(jiāng)工(gōng)件放在用空心(xīn)銅管繞成的感應器內,通入中頻或高頻(pín)交流電後,在工件表麵形成同頻(pín)率(lǜ)的的感應電流,將零件表麵迅速加(jiā)熱(幾秒鍾內即可升溫800~1000度,心部仍接近室溫)後立即噴水冷卻(或浸油淬火),使工件表麵層淬硬。
(二)加熱頻率的選(xuǎn)用
室溫時感(gǎn)應電流流入工件表層的深度δ(mm)與電流頻率f(HZ)的關係為
頻率升高,電流透入深度降(jiàng)低(dī),淬透層降低。
常用(yòng)的電流頻率有:
1、高(gāo)頻加熱:100~500KHZ,常用200~300KHZ,為電子管式(shì)高頻加熱,淬硬層深為0.5~2.5mm,適於中小型零件。
2、中頻(pín)加熱:電流頻率為500~10000HZ,常用2500~8000HZ,電源設備為機械式(shì)中頻加熱(rè)裝置或可控矽中頻發生器。淬硬層深度~10 mm。適於較 大直徑的軸(zhóu)類、中大齒輪等。
3、工頻加熱:電流(liú)頻率為50HZ。采用(yòng)機械式(shì)工頻加熱電源設備,淬硬層深可達10~20mm,適於大(dà)直徑工件的表麵淬火。
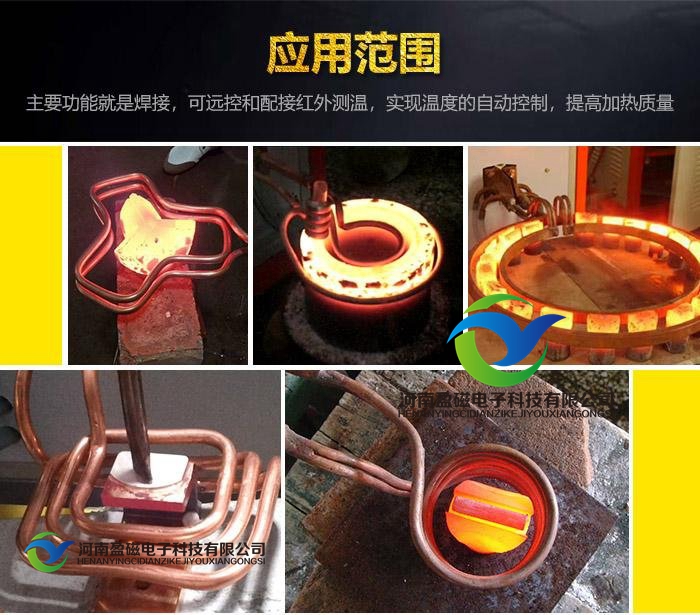
(三(sān))、感應加熱表麵淬火的應用(yòng):
與普通加熱淬火比較具(jù)有:
1、加熱速度極快,可擴大A體轉變溫度範(fàn)圍,縮短轉變時(shí)間。
2、淬火後工件表層可(kě)得到極(jí)細的隱晶馬氏體,硬(yìng)度稍高(2~3HRC)。脆性較低及(jí)較高疲(pí)勞強度。
3、經該工藝處理的工件不易氧化脫碳(tàn),甚至有(yǒu)些工件處理後可直接裝配(pèi)使用。
4、淬硬層深,易於控(kòng)製操作,易於實現機械化,自動化。
五、火(huǒ)焰表麵加熱淬火
適於(yú)中碳鋼35、45鋼和中碳合金結構鋼40Cr及65Mn、灰(huī)口鑄鐵、合(hé)金(jīn)鑄鐵的火(huǒ)焰表麵淬火。是(shì)用乙炔-氧或煤氣-氧混合氣燃燒的火焰噴射快速加熱工件。工件表麵達到淬火溫度後,立即噴水冷卻。淬硬層深度(dù)為2~6mm,否則會引起工件表麵嚴重過熱及變形開裂。
|
上(shàng)一篇:感應熱處理調質設備簡介(jiè)
下一(yī)篇:IGBT模塊驅動及保護(hù)技術
碼")