



新(xīn)型鋼帶(dài)烤藍(lán)生產線_鋼帶烤藍設備比較好_鋼帶烤藍(lán)設備使用
工藝流程
上(shàng)料(liào)開卷→切頭尾→對(duì)接焊→對中裝(zhuāng)置(帶(dài)防跳壓輥)→圓盤剪(帶邊絲收集裝置)→分(fèn)料對(duì)中→磨邊→烤藍→冷卻→烤漆→分料對中→S輥→多頭卷取(20個可單盤卷取)→卸(xiè)料打包
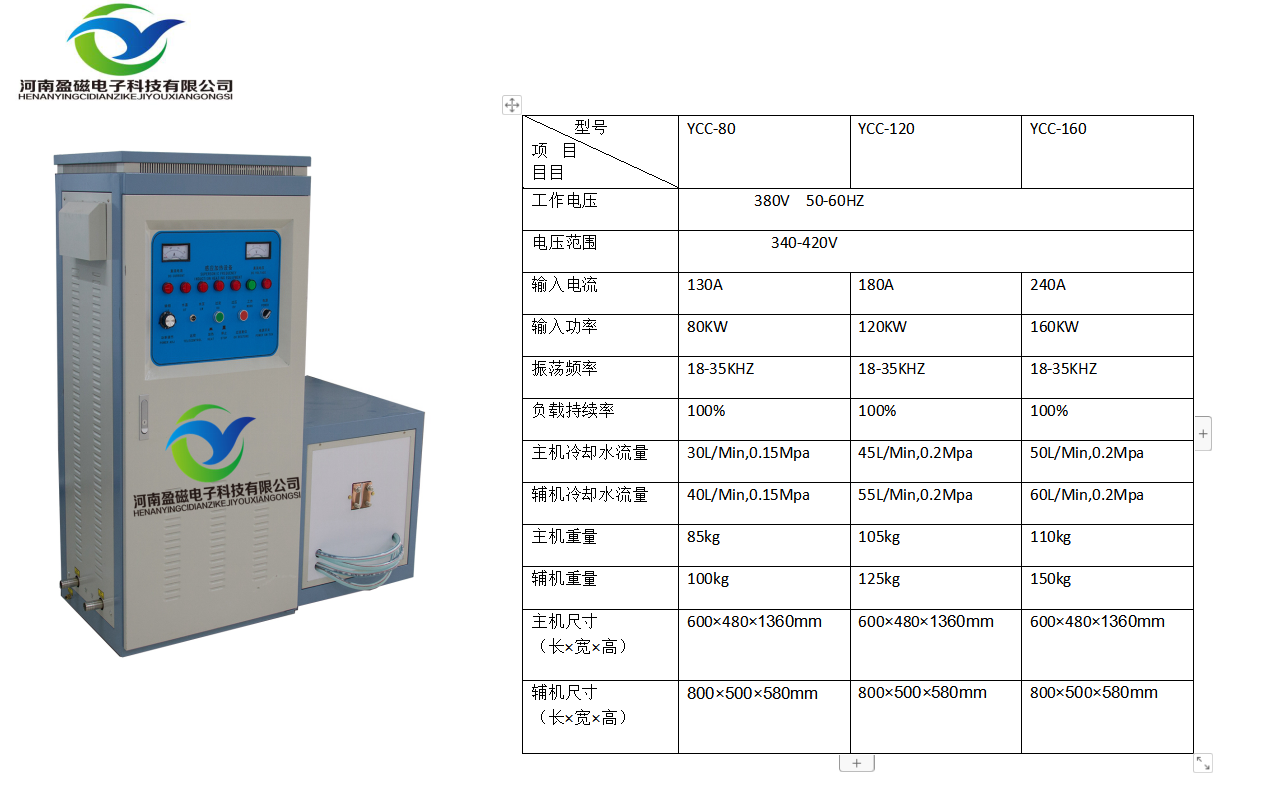
4 具(jù)體能耗(hào)如下
1 每天能(néng)節省200元的升溫費,可以開機就(jiù)用。下班就停。
2 以0.9厚毫米32毫米寬鋼帶為準,每小時(shí)產量(liàng)1噸-1.8噸。
3每噸能耗(hào) 70-80元。注電阻爐大概在130-140元。
4可(kě)以同時(shí)加溫 10-20條。
5占地麵積寬度(dù)600毫米,是原來的占地麵積的十分之一。
6 可以隨時快速更(gèng)換規(guī)格(gé)、此時沒有能耗
該設備利用金屬鋼帶熱氧化原理,通過對基帶(dài)的受控加(jiā)熱,使鋼帶表麵形成穩定藍色氧(yǎng)化層,使其短期內再難自由氧(yǎng)化(生鏽)。經該(gāi)裝置處理的鋼帶表麵(miàn)理(lǐ)化性能穩定(dìng)、耐用;顏色一致性高;並可根據需求調(diào)整其顏色深淺。
本生產線連續式生產,經(jīng)縱剪為成品寬度的帶卷裝(zhuāng)入多頭開(kāi)卷機,經本生產線發藍處理後,由多(duō)頭收卷機按序自動衡力收卷,可在不(bú)停機狀態(tài)下人工快速換卷。係統工作溫度智能儀表自動PID調節,工作速度通過(guò)牽引裝置,由變頻(pín)器無級設定和調整,確保產品(pǐn)質量的一致性。
收卷(juàn)方(fāng)式由單盤式和複式卷2種供客戶選(xuǎn)配。複式卷采用自動(dòng)排(pái)帶機(jī),使帶卷獲得均(jun1)勻、緊密、整齊的外觀效果。